
转子型磁性组件 是电动机的核心部件, 发电机, 磁传感器, 和其他机电系统. 这些组件, 由转子铁芯组成, 永磁体, 和支撑结构, 直接影响设备效率, 扭矩密度, 和运行可靠性. 实现高性能需要先进的精密加工技术来确保尺寸精度, 磁性能, 和结构稳定性. 本文详细概述了科学原理, 材料特性, 和制造中使用的加工技术 转子型磁性组件.
我. 转子型磁性组件概述
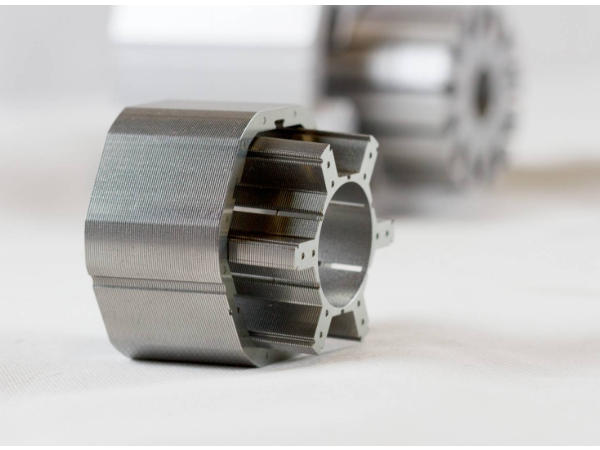
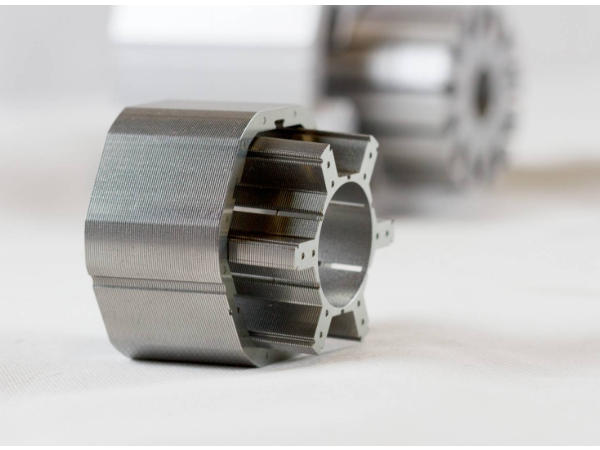
转子型磁性组件 一般包括以下几个部分:
- 转子铁芯: 通常由层压电工钢或软磁复合材料制成 (SMC) 材料, 转子铁芯作为主磁通路径. 其几何形状直接影响磁效率和扭矩特性. 磁芯加工不准确会导致磁通分布不均匀, 电机效率降低, 并增加振动和噪音.
- 永久磁铁: 常用材料有钕铁硼 (ndfeb) 和钐钴 (SMCO) 磁铁由于其高能量密度. 安排, 极性, 磁体的结构和粘接方法显着影响转子的磁性能和运行稳定性.
- 支撑结构: 非磁性材料, 例如不锈钢或铝, 提供机械完整性和旋转平衡. 这些结构必须与转子铁芯和磁体精确配合,以确保稳定的高速旋转和低振动.
转子型磁性组件 广泛应用于高速, 高精度应用, 例如电动汽车电动机, 航空航天推进系统, 和工业伺服电机, 这对制造精度和可靠性提出了极高的要求.
二. 转子磁性元件关键材料
材料选择影响磁性能和可加工性:
1. 叠层电工钢
具有低磁芯损耗和高磁导率.
需要精确的冲压和堆叠以保持均匀的厚度和气隙精度.
晶粒取向或无取向钢影响磁通路径效率和扭矩特性; 前者更适合直流或高效率应用, 而后者适合多方向磁通路径.
2. 软磁复合材料 (SMC)
由铁粉和绝缘粘合剂制成, 复杂磁路的理想选择.
可采用等静压或注塑成型,以减少涡流损耗.
需要仔细控制粉末密度和内应力,以防止可能降低磁性能的裂纹.
3. 永磁材料
ndfeb 具有高磁性,但易碎且容易碎裂.
钐钴具有很高的耐热性,但更昂贵且更难加工.
永久磁铁 通常需要精密切割, 磨削, 和激光打标以保持尺寸和磁性的一致性.
三、. 转子组件精密加工核心技术
制造业 转子型磁性组件 涉及多个精密加工阶段, 包括机械加工, 磁铁组件, 和质量检验.
1. 转子铁芯的精密加工
冲压和层压: 高精度冲压确保尺寸公差在0.01-0.02毫米以内. 层压夹具必须保持均匀的压力和对准,以避免磁通量偏差.
磨削和车削: 轴孔精密磨削, 端面, 和牙齿确保正确配合和旋转平衡.
去毛刺和表面处理: 去除毛刺和施加绝缘涂层可降低磁芯损耗和噪音.
2. 永磁体加工和组装
切割和磨削: 使用金刚石锯或磨床来获得精确的磁体尺寸而不损坏磁性.
极性验证: 霍尔传感器或磁力计确保正确的磁体方向.
粘合和固定: 使用高强度结构胶或热固性胶来固定磁铁, 然后固化并夹紧,防止高速旋转时脱落.
3. 动平衡和质量检验
动态平衡: 高速平衡机检测转子不平衡; 进行微调,确保高速旋转平稳.
磁性能测试: 磁通计或磁场扫描仪测量磁通分布,以保证扭矩输出和效率稳定性.
尺寸和公差检验: 三坐标测量机 (三坐标测量机) 检查轴孔, 牙齿, 和总体尺寸,以确保符合设计规范.
四号. 精密加工常见问题及解决方案
-
铁芯叠片错位或翘曲
解决方案: 优化冲压模具,采用均压层压夹具.
-
磁铁破裂或脱落
解决方案: 减少加工应力, 使用专门的切削工具, 和高强度粘合剂.
-
高速振动或噪音
解决方案: 严格的动平衡, 优化磁路设计, 并最大限度地减少磁不平衡.
-
磁性能不均匀
解决方案: 磁铁分选, 极性验证, 和均匀的粘合剂粘合以确保一致的磁场.
V. 转子组件精密加工的未来趋势
-
自动化装配和机器人加工
提高装配精度和效率,同时减少人为错误.
-
纳米涂层和表面改性
改善核心绝缘, 减少损失, 并增强耐腐蚀性.
-
仿真和数字孪生技术
允许在加工前进行磁场和结构模拟,以优化设计和制造参数.
-
先进的检测设备
3D 激光扫描, 磁成像, 和高速动平衡技术进一步提高转子装配的可靠性和一致性.
六、. 结论
精密加工 转子型磁性组件 涉及到材料的选择, 机械加工, 磁铁组件, 动态平衡, 和质量检验. 采用高精度冲压, 磨削, 磁铁粘接, 和自动化装配技术, 制造商可以保证尺寸精度, 磁性能稳定性, 和结构可靠性. 随着自动化的进步, 纳米材料, 和数字模拟, 转子装配生产的精度和效率将不断提高, 提供 高性能、可靠的磁性解决方案 用于电动汽车, 工业电机, 航天, 和其他先进的机电应用.


